CNC-Drehen: Verfahren, Maschinentypen und Schnittdaten im Überblick
Was ist CNC-Drehen?
CNC-Drehen (Computerized Numerical Control) ist ein spanendes Fertigungsverfahren, bei dem ein fest eingespanntes Werkstück rotiert und ein Schneidwerkzeug – der Drehmeißel – Material definiert abträgt. Die gesamte Bewegungssteuerung erfolgt computergestützt über numerische Befehle (G-Code). So lassen sich rotationssymmetrische Bauteile wie Wellen, Bolzen, Buchsen und Flansche mit höchster Präzision und Wiederholgenauigkeit fertigen.
In der modernen Industrie zählt das CNC-Drehen zu den meistgenutzten Fertigungsverfahren überhaupt. Es bildet die Grundlage für die Herstellung unzähliger Bauteile im Maschinenbau, in der Automobilindustrie, der Medizintechnik und der Feinmechanik. Die Technologie hat das konventionelle Drehen an der manuellen Drehmaschine weitgehend ablöst und ermöglicht heute hochautomatisierte Fertigungsprozesse – von der Einzelteilfertigung bis zur Großserie.
Das Grundprinzip: Wie funktioniert eine CNC-Drehmaschine?
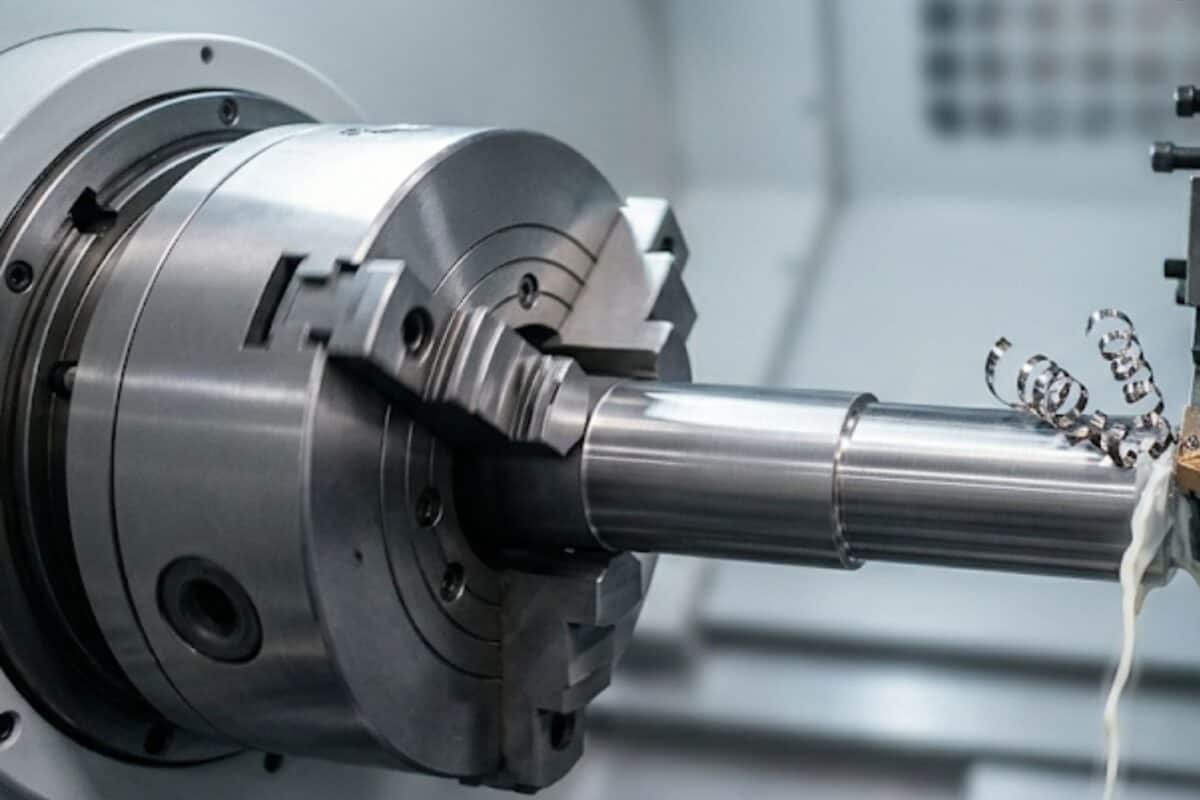
Beim Drehen rotiert das Werkstück, eingespannt in einem Drehfutter oder zwischen Spitzen, mit definierter Drehzahl um seine eigene Achse. Das feststehende Schneidwerkzeug wird entlang der Werkstückkontur geführt und trennt dabei Späne vom Material ab. Die Hauptbewegung ist also die Rotation des Werkstücks – im Gegensatz zum Fräsen, wo das Werkzeug rotiert.
Die CNC-Steuerung übersetzt dabei digitale Konstruktionsdaten in präzise Maschinenbewegungen. Der Prozess folgt einem klar definierten Workflow:
- CAD-Modellierung: Das Bauteil wird als digitales 3D-Modell in einer CAD-Software konstruiert (z. B. SolidWorks, Fusion 360, CATIA). Bei Drehteilen ist die Rotationssymmetrie das zentrale Merkmal.
- CAM-Programmierung: Die CAM-Software berechnet aus dem Modell die optimalen Werkzeugwege. Es werden Schnittdaten, Werkzeuge, Bearbeitungszyklen (Schruppen, Schlichten, Einstechen, Gewindeschneiden) und Aufspannstrategien festgelegt.
- Postprozessor und G-Code: Der Postprozessor wandelt die berechneten Werkzeugwege in maschinenspezifischen G-Code um. G-Codes steuern die Achsbewegungen (z. B. G01 für Linearinterpolation, G02/G03 für Kreisinterpolation), M-Codes steuern Maschinenfunktionen (z. B. M03 für Spindel ein). Typische Drehzyklen wie G71 (Schruppzyklus) oder G76 (Gewindezyklus) vereinfachen die Programmierung erheblich.
- Einrichtung und Fertigung: Das Rohmaterial (Stangenmaterial oder Rohling) wird eingespannt, die Werkzeuge im Revolver bestückt, Werkzeugkorrektionen eingemessen und das Programm gestartet. Die Maschine führt die Bearbeitungsschritte vollautomatisch aus.
Moderne CNC-Drehmaschinen verfügen über integrierte Messtaster, die eine automatische Werkzeugvermessung und eine In-Prozess-Kontrolle ermöglichen. Abweichungen werden so sofort erkannt und kompensiert – ein wesentlicher Baustein für die Null-Fehler-Fertigung.
Die wichtigsten Maschinentypen im Überblick
CNC-Drehmaschinen gibt es in zahlreichen Bauformen und Leistungsklassen. Die Wahl des richtigen Maschinentyps hängt von der Werkstückgeometrie, der Losgröße und den geforderten Genauigkeiten ab.
CNC-Flachbettdrehmaschinen
Die Flachbettdrehmaschine ist der klassische Maschinentyp für die allgemeine Drehbearbeitung. Das Maschinenbett ist horizontal und flach ausgeführt. Sie eignet sich besonders für große, schwere Werkstücke und bietet eine gute Zugänglichkeit zum Arbeitsraum. In der Praxis findet man sie vor allem bei Lohnfertigern und im Werkzeugbau für Einzelteile und Kleinserien.
CNC-Schrägbettdrehmaschinen
Die Schrägbettdrehmaschine ist der Industriestandard im modernen CNC-Drehen. Das Maschinenbett ist um 30° bis 60° geneigt, was entscheidende Vorteile bringt: Die Späne fallen durch die Schwerkraft besser aus dem Bearbeitungsbereich, die Steifigkeit der Führungen ist höher und die Ergonomie für den Bediener ist besser. Schrägbettmaschinen sind die erste Wahl für die Serienfertigung und lassen sich hervorragend automatisieren.
Dreh-Fräszentren (Multitasking-Maschinen)
Dreh-Fräszentren kombinieren Dreh- und Fräsoperationen in einer einzigen Maschine. Neben der rotierenden Hauptspindel verfügen sie über angetriebene Werkzeuge im Revolver und häufig über eine Y-Achse, die Fräsbearbeitungen außerhalb der Drehmitte ermöglicht. So lassen sich Querbohrungen, Abflachungen, Verzahnungen und sogar komplexe Freiformflächen in einer Aufspannung fertigen. Das reduziert Umspannvorgänge, steigert die Genauigkeit und verkürzt die Durchlaufzeiten erheblich.
Langdrehmaschinen (Swiss-Type)
Langdrehmaschinen – auch als Swiss-Type-Drehmaschinen bekannt – sind für die Fertigung langer, schlanker Drehteile optimiert. Das Werkstück wird durch eine Führungsbuchse nahe am Bearbeitungspunkt geführt, wodurch Durchbiegungen minimiert und extrem enge Toleranzen erreicht werden. Typische Werkstückdurchmesser liegen zwischen 1 mm und 32 mm. Langdrehmaschinen dominieren in der Medizintechnik (Knochenschrauben, Implantatstifte), der Uhrenindustrie und der Elektronik. Moderne Langdrehmaschinen verfügen über eine Gegenspindel und bis zu 12 Achsen.
Vertikaldrehmaschinen (Karusselldrehmaschinen)
Vertikaldrehmaschinen zeichnen sich durch eine vertikale Spindelachse aus. Das Werkstück liegt auf einer horizontal rotierenden Planscheibe. Dieser Maschinentyp ist prädestiniert für große, schwere und flache Werkstücke wie Flansche, Gehäuse, Bremsscheiben oder Turbinenringe. Durch die vertikale Bauweise wirkt die Schwerkraft stabilisierend auf das Werkstück, was die Aufspannung großer Durchmesser deutlich vereinfacht.
Doppelspindel- und Mehrspindelmaschinen
Für die Großserienfertigung kommen Doppelspindel- und Mehrspindelmaschinen zum Einsatz. Doppelspindler bearbeiten zwei Werkstücke gleichzeitig oder übergeben ein Werkstück von der Haupt- an die Gegenspindel zur Komplettbearbeitung von Vorder- und Rückseite. Mehrspindelmaschinen mit vier, sechs oder acht Spindeln bearbeiten mehrere Werkstücke parallel und erreichen so extrem kurze Taktzeiten.
Vergleich der Maschinentypen
| Merkmal | Schrägbettdrehmaschine | Dreh-Fräszentrum | Langdrehmaschine | Vertikaldrehmaschine |
|---|---|---|---|---|
| Werkstückgeometrie | Rotationssymmetrisch | Komplex, mit Fräs-/Bohroperationen | Lang, schlank (L/D > 3) | Groß, flach, schwer |
| Typische Durchmesser | 10–600 mm | 10–600 mm | 1–32 mm | 300–5.000 mm+ |
| Losgröße | Klein- bis Großserie | Einzel- bis Mittelserie | Mittel- bis Großserie | Einzel- bis Kleinserie |
| Automation | Sehr gut (Stangenlader, Roboter) | Gut (Roboter, Portallader) | Sehr gut (Stangenlader integriert) | Gut (Portallader) |
| Investitionskosten | 80.000–300.000 € | 200.000–800.000 € | 150.000–500.000 € | 250.000–2.000.000 € |
| Typische Anwendung | Wellen, Bolzen, Buchsen | Komplexe Funktionsteile | Medizinschrauben, Kontaktstifte | Flansche, Turbinenringe |
Drehverfahren: Außendrehen, Innendrehen und Sonderverfahren
Die verschiedenen Drehverfahren lassen sich nach der Bearbeitungsrichtung und der Art der erzeugten Geometrie klassifizieren. Jedes Verfahren stellt spezifische Anforderungen an Werkzeug, Schnittdaten und Maschinentechnik.
Längsdrehen (Außen- und Innendrehen)
Beim Längsdrehen bewegt sich das Werkzeug parallel zur Drehachse des Werkstücks. Es wird zwischen Außenlängsdrehen (Reduktion des Außendurchmessers) und Innenlängsdrehen (Aufweitung von Bohrungen) unterschieden. Das Längsdrehen ist das am häufigsten eingesetzte Drehverfahren und dient zur Herstellung zylindrischer und konischer Konturen.
Plandrehen
Beim Plandrehen bewegt sich das Werkzeug senkrecht zur Drehachse – es entsteht eine ebene Stirnfläche. Das Plandrehen ist häufig die erste oder letzte Operation am Werkstück und dient dazu, Referenzflächen zu schaffen oder eine definierte Bauteil-Länge herzustellen.
Weitere Drehverfahren
- Einstechen und Abstechen: Bei Einstechoperationen erzeugt das Werkzeug Nuten oder Einstiche im Werkstück – radial oder axial. Das Abstechen trennt das fertige Drehteil vom Stangenmaterial ab. Beides erfordert stabile Werkzeuge und angepasste Vorschübe, da die Schneidenbeanspruchung hoch ist.
- Gewindedrehen: CNC-Drehmaschinen schneiden Gewinde durch synchronisierte Bewegung von Spindel und Vorschubachse. Möglich sind metrische Gewinde, Zollgewinde, Trapezgewinde und Sonderprofile. Moderne Steuerungen unterstützen mehrgängige Gewinde und variable Steigungen.
- Formdrehen: Das Werkzeug folgt einer definierten Kontur, um Radien, Kegel, Kugeln und Freiformflächen zu erzeugen. Die CNC-Steuerung interpoliert dabei Linear- und Kreisbewegungen.
- Hartdrehen: Die Bearbeitung gehärteter Werkstücke (ab 55 HRC) mit CBN- oder Keramikschneidplatten. Hartdrehen ersetzt in vielen Fällen das Schleifen und erreicht Oberflächengüten von Ra 0,2 µm bei Toleranzen im Bereich IT5–IT6. Voraussetzung ist eine extrem steife Maschine mit hoher Rundlaufgenauigkeit.
- Trochoidal-Drehen: Ein modernes Hochleistungsverfahren, bei dem das Werkzeug auf einer wellenförmigen Bahn geführt wird. Der Umschlingungswinkel bleibt konstant niedrig, was die Werkzeugbelastung gleichmäßig verteilt und insbesondere bei Materialien wie Inconel oder Titan deutlich höhere Abtragsraten ermöglicht.
Schnittdaten: Die entscheidenden Parameter beim Drehen
Die Schnittdaten bestimmen maßgeblich die Bearbeitungsqualität, die Werkzeugstandzeit und die Wirtschaftlichkeit des Drehprozesses. Im Vergleich zum Fräsen sind die Parameter beim Drehen etwas anders definiert, da das Werkstück – nicht das Werkzeug – rotiert.
Schnittgeschwindigkeit (vc)
Die Schnittgeschwindigkeit ist die Geschwindigkeit, mit der sich die Werkstückoberfläche an der Schneide vorbeibewegt. Sie wird in Metern pro Minute (m/min) angegeben. Die Drehzahl ergibt sich aus: n = (vc × 1000) / (π × d), wobei d der aktuelle Werkstückdurchmesser ist. Da sich der Durchmesser beim Plandrehen ständig ändert, arbeiten moderne CNC-Steuerungen mit einer konstanten Schnittgeschwindigkeit (G96) – die Drehzahl wird automatisch nachgeregelt. Typische Schnittgeschwindigkeiten: Aluminium 200–600 m/min, Baustahl 150–300 m/min, Edelstahl 80–150 m/min, Titan 30–60 m/min (jeweils mit Hartmetall-Wendeschneidplatten).
Vorschub (f)
Der Vorschub beim Drehen wird als Weg pro Umdrehung (mm/U) angegeben. Er beeinflusst direkt die Oberflächenrauigkeit, die Spanbildung und die Zerspankraft. Als Faustregel gilt: Die theoretische Rautiefe Rth ergibt sich aus Rth = f² / (8 × rε), wobei rε der Schneidenradius ist. Ein größerer Vorschub erhöht die Produktivität, verschlechtert aber die Oberfläche. Typische Werte liegen beim Schlichten bei 0,05–0,15 mm/U und beim Schruppen bei 0,2–0,6 mm/U.
Schnitttiefe (ap)
Die Schnitttiefe (auch Zustellung) beschreibt die Tiefe des Werkzeugeingriffs senkrecht zur bearbeiteten Oberfläche. Beim Schruppen werden Schnitttiefen von 2–6 mm eingesetzt, um möglichstst schnell Material abzutragen. Beim Schlichten liegt die Schnitttiefe typischerweise bei 0,1–0,5 mm, um enge Toleranzen und eine gute Oberfläche zu erzielen. Eine zu hohe Schnitttiefe kann zu Rattern, Durchbiegung des Werkstücks und Werkzeugbruch führen.
Praxistipp Spanbildung
Die Spanform ist ein zuverlässiger Indikator für den Bearbeitungsprozess. Kurze, kontrollierte Spanlocken (Komma- oder Spiralspäne) zeigen optimale Bedingungen an. Lange, unkontrollierte Wirrespäne deuten auf falsche Vorschub-Schnitttiefe-Kombination hin und sind ein Sicherheitsrisiko. Blaue Verfärbungen signalisieren Überhitzung – hier müssen Schnittgeschwindigkeit oder Kühlung angepasst werden. Moderne Wendeschneidplatten verfügen über speziell entwickelte Spanformer (Spanleitstufen), die eine gezielte Spanformung bereits in der Werkzeuggeometrie berücksichtigen.
Werkzeuge und Schneidstoffe
Im Gegensatz zum Fräsen kommen beim Drehen überwiegend Wendeschneidplatten (WSP) zum Einsatz, die in standardisierte Werkzeughalter eingesetzt werden. Dieses ISO-Klemmsystem erlaubt den schnellen Wechsel verschlissener Schneiden ohne Neueinstellung des Werkzeugs.
Schneidstoffe
- Hartmetall (HM): Der mit Abstand meistverwendete Schneidstoff beim CNC-Drehen. Hartmetall-Wendeschneidplatten werden nach ISO-Anwendungsgruppen eingeteilt: P (Stahl), M (Edelstahl), K (Gusseisen), N (Nichteisenmetalle), S (Superlegierungen), H (gehärteter Stahl). Diese Klassifizierung hilft bei der Auswahl des richtigen Substrats und der passenden Beschichtung.
- Cermet: Keramisch-metallische Verbundwerkstoffe auf Basis von Titancarbonitrid. Cermets ermöglichen ausgezeichnete Oberflächen bei der Schlichtbearbeitung von Stahl und sind eine wirtschaftliche Alternative zu Hartmetall bei mittleren Schnittgeschwindigkeiten.
- Keramik: Oxidkeramik (Al₂O₃) und Siliziumnitridkeramik (Si₃N₄) für die Hochgeschwindigkeitsbearbeitung von Gusseisen und die Schruppbearbeitung von Superlegierungen. Schnittgeschwindigkeiten bis 1.000 m/min sind mit keramischen Schneidplatten realisierbar.
- CBN (kubisches Bornitrid): Der Schneidstoff der Wahl für die Hartbearbeitung gehärteter Stähle (58–68 HRC). CBN ermöglicht das Hartdrehen als wirtschaftliche Alternative zum Schleifen und erreicht dabei Oberflächenqualitäten im Bereich Ra 0,1–0,4 µm.
- PKD (polykristalliner Diamant): Für die Bearbeitung von Aluminium, Kupfer, Graphit und faserverstärkten Kunststoffen. PKD-bestückte Wendeschneidplatten erreichen extrem hohe Standzeiten bei der Aluminiumbearbeitung und sind in der Automobilindustrie weit verbreitet.
Beschichtungen
Beschichtete Wendeschneidplatten sind in der industriellen Drehbearbeitung der Standard. CVD-Beschichtungen (Chemical Vapour Deposition) mit Schichten aus TiCN, Al₂O₃ und TiN bieten exzellente Verschleißfestigkeit und eignen sich besonders für die Stahlbearbeitung. PVD-Beschichtungen (Physical Vapour Deposition) mit TiAlN oder AlCrN sind schärfer, zäher und ideal für die Bearbeitung von Edelstahl, Superlegierungen und die Innenbearbeitung. Moderne Mehrlagenbeschichtungen kombinieren bis zu 15 Einzelschichten für ein optimiertes Eigenschaftsprofil.
Werkzeuggeometrien und ISO-Bezeichnungen
Wendeschneidplatten werden nach dem ISO-Bezeichnungssystem (ISO 1832) klassifiziert. Die Bezeichnung codiert Form (z. B. C = Rhombisch 80°, D = Rhombisch 55°, T = Dreieck, S = Quadrat), Freiwinkel, Toleranzklasse, Befestigungsart und Schneidenlänge. Ein typischer Schlichtdrehmeißel nutzt eine DCMT-Platte (Rhombisch 55°, positiv, mit Spanformer) für gute Zugänglichkeit an Schultern und Konturen. Zum Schruppen kommen robustere CNMG-Platten (Rhombisch 80°, negativ, mit Spanformer) zum Einsatz, die höhere Schnittkräfte aufnehmen können.
Materialien: Was lässt sich CNC-drehen?
Grundsätzlich lässt sich nahezu jeder feste Werkstoff auf der CNC-Drehmaschine bearbeiten. Die Werkstoffwahl bestimmt Schneidstoff, Schnittdaten, Kühlstrategie und letztlich die erreichbare Qualität.
Metalle
- Baustahl und Vergütungsstahl: Gut zerspanbar, breites Anwendungsspektrum von Wellen bis zu Hydraulikzylindern. Automatentstähle (z. B. 11SMnPb30) sind speziell auf gute Drehbarkeit optimiert.
- Edelstahl: Neigt zur Kaltverfestigung und bildet Aufbauschneiden. Erfordert scharfe Schneidkanten, positive Spanwinkel und ausreichende Kühlung. Austenitische Edelstähle (1.4301, 1.4404) sind besonders anspruchsvoll.
- Aluminium: Hervorragend zerspanbar mit hohen Schnittgeschwindigkeiten. PKD-Werkzeuge erreichen Standzeiten von mehreren tausend Teilen. Wichtig: ausreichende Kühlmittelzufuhr zur Vermeidung von Aufbauschneiden.
- Titan: Hohe Festigkeit, geringe Wärmeleitfähigkeit – eine der anspruchsvollsten Drehaufgaben. Niedrige Schnittgeschwindigkeiten (30–60 m/min), scharfe Werkzeuge und Hochdruckkühlung sind zwingend erforderlich.
- Superlegierungen (Inconel, Hastelloy): Extremer Werkzeugverschleiß durch hohe Warmfestigkeit. Keramische Schneidplatten und Hochdruckkühlung mit bis zu 150 bar sind hier Stand der Technik.
Kunststoffe
Technische Kunststoffe wie POM, PA, PEEK und PTFE werden häufig auf CNC-Drehmaschinen bearbeitet. Die Herausforderung liegt in der schlechten Wärmeableitung und der Elastizität der Materialien. Scharfe, polierte Werkzeuge, hohe Schnittgeschwindigkeiten und Druckluftküh
lung verhindern Aufschmelzen und Gratbildung. Faserverstärkte Kunststoffe (GFK, CFK) erfordern PKD- oder diamantbeschichtete Werkzeuge wegen der hohen Abrasivität der Fasern.
Sonstige Werkstoffe
Messing und Bronze sind klassische Drehwerkstoffe mit exzellenter Zerspanbarkeit. Gusseisen wird trocken mit Keramik- oder CBN-Schneidplatten bei hohen Geschwindigkeiten gedreht. Auch medizinische Werkstoffe wie Cobalt-Chrom-Legierungen oder biokompatibles Titan (Ti6Al4V) werden auf CNC-Drehmaschinen für Implantate gefertigt.
Kühlung und Schmierung
Die richtige Kühlstrategie ist beim CNC-Drehen entscheidend für Standzeit, Oberflächenqualität und Prozesssicherheit. Da beim Drehen ein kontinuierlicher Schnitt vorliegt (im Gegensatz zum unterbrochenen Schnitt beim Fräsen), ist die thermische Belastung der Schneide besonders hoch.
Gängige Kühlmethoden umfassen die konventionelle Überflutungskühlung mit Kühlschmierstoff-Emulsionen (6–8 % Konzentration), die Hochdruckkühlung mit Drücken von 70 bis 150 bar – Standard bei der Bearbeitung von Titan und Superlegierungen –, die Minimalmengenschmierung (MMS) als umweltfreundliche Alternative mit wenigen Millilitern Schmierstoff pro Stunde, sowie die Trockenbearbeitung, die insbesondere bei Gusseisen mit keramischen Wendeschneidplatten erfolgreich eingesetzt wird. Ein Trend der letzten Jahre ist die Innenkühlung durch den Werkzeughalter direkt an die Schneide, die den Kühlmittelstrahl gezielt in die Wirkzone lenkt und die Spanbruchkontrolle verbessert.
Spannmittel und Werkstückaufnahme
Die sichere und präzise Aufspannung des Werkstücks ist eine Grundvoraussetzung für qualitativ hochwertige Drehteile. Je nach Werkstückgeometrie, Losgröße und Genauigkeitsanforderung kommen unterschiedliche Spannmittel zum Einsatz.
- Dreibackenfutter (kraftbetätigt): Das Standardspannmittel für zylindrische Werkstücke. Hydraulische oder pneumatische Betätigung ermöglicht reproduzierbare Spannkräfte und schnelle Werkstückwechsel. Backentypen (hart, weich, gestuft) werden an die Werkstückgeometrie angepasst.
- Spannzangen: Für kleinere Durchmesser und höchste Rundlaufgenauigkeit (< 5 µm). Spannzangenfutter sind schneller als Backenfutter und besonders in der Serienfertigung verbreitet.
- Zwischen Spitzen: Für lange, schlanke Werkstücke. Das Werkstück wird durch einen Mitnehmer angetrieben und von der Reitstockspitze gegengelagert. Höchste Rundlaufgenauigkeit, da das Werkstück an seinen Zentrierungen referenziert wird.
- Sonderspannmittel: Für nicht-zylindrische oder dünnwandige Werkstücke kommen Membrankartfutter, Vakuumspannung oder speziell angefertigte Vorrichtungen zum Einsatz.
Anwendungsbereiche und Branchen
CNC-Drehen ist branchenübergreifend unverzichtbar – überall dort, wo rotationssymmetrische Bauteile mit hoher Präzision und Wirtschaftlichkeit gefertigt werden müssen.
Maschinenbau und Automobilindustrie
Wellen, Achsen, Bolzen, Buchsen, Distanzhülsen und Gewindebolzen sind klassische Drehteile des Maschinenbaus. In der Automobilindustrie werden Nockenwellen, Kurbelwellen, Achszapfen, Einspritzdüsen und Bremskomponenten auf hochautomatisierten CNC-Drehmaschinen gefertigt – oft in Stückzahlen von mehreren Millionen pro Jahr.
Luft- und Raumfahrt
Triebwerkswellen, Befestigungselemente, Buchsen und Verbindungselemente aus Titan und Nickellegierungen werden auf CNC-Drehmaschinen gefertigt. Die lückenlose Dokumentation und Rückverfolgbarkeit jedes einzelnen Fertigungsschritts ist in dieser Branche verpflichtend.
Medizintechnik
Knochenschrauben, Dentalimplantate, Hüftgelenkkugeln, chirurgische Stifte und Instrumentengriffe werden auf CNC-Drehmaschinen – insbesondere Langdrehmaschinen – mit höchster Präzision gefertigt. Die Anforderungen an Oberflächengüte, Biokompatibilität und Fertigungsdokumentation nach ISO 13485 sind in dieser Branche besonders streng.
Hydraulik und Pneumatik
Kolbenstangen, Zylinderkörper, Ventilgehäuse und Anschlußstücke werden in großen Stückzahlen CNC-gedreht. Die geforderten Toleranzen bei Hydraulikkomponenten liegen häufig im Bereich von IT6–IT7 bei gleichzeitig hohen Anforderungen an die Oberflächenrauigkeit der Dichtflächen.
Normen und Sicherheit
Der Betrieb von CNC-Drehmaschinen unterliegt einem umfassenden Regelwerk, das Maschinensicherheit, Arbeitsschutz und Umweltauflagen adressiert.
Maschinenrichtlinie und CE-Kennzeichnung
Die europäische Maschinenrichtlinie 2006/42/EG verpflichtet Hersteller, CNC-Drehmaschinen so zu konstruieren, dass Gesundheits- und Sicherheitsrisiken minimiert werden. Jede in der EU in Verkehr gebrachte Maschine muss eine CE-Konformitätserklärung besitzen. Die Nachfolge-Maschinenverordnung (EU) 2023/1230 tritt ab 2027 in Kraft und bringt unter anderem erweiterte Anforderungen an die Cybersicherheit vernetzter Maschinen.
Sicherheitsnormen
Die DIN EN ISO 12100 bildet als Typ-A-Norm die Basis für die Risikobeurteilung. Spezifisch für Drehmaschinen ist die DIN EN ISO 23125 (Sicherheit von Werkzeugmaschinen – Drehmaschinen), die Anforderungen an Schutzeinrichtungen, Spanneinrichtungen, Bremsen und Verriegelungssysteme definiert. Besonderes Augenmerk gilt dem Schutz vor rotierenden Teilen und Spannmitteln, Spanflug und Werkstückschleuder bei Spannmittelversagen. Das Drei-Stufen-Prinzip der Risikominderung – inhärent sichere Konstruktion, technische Schutzmaßnahmen und Benutzerinformation – ist konsequent umzusetzen.
Arbeitsschutz
Am Arbeitsplatz gelten die Gefahrsstoffverordnung (GefStoffV) und die Technischen Regeln für Gefahrstoffe (TRGS), insbesondere TRGS 611 für Kühlschmierstoffe und TRGS 900 für Arbeitsplatzgrenzwerte. Die DGUV Regel 109-003 regelt den sicheren Umgang mit Kühlschmierstoffen. Beim Drehen ist das Tragen eng anliegender Kleidung vorgeschrieben – lose Kleidungsstücke, Handschuhe und lange Haare können von rotierenden Teilen erfasst werden und stellen eine erhebliche Unfallgefahr dar. Persönliche Schutzausrüstung (Schutzbrille, Gehörschutz, Sicherheitsschuhe) ist Pflicht.
Trends und Zukunft des CNC-Drehens
Das CNC-Drehen ist eine reife, aber keineswegs stagnierende Technologie. Mehrere Entwicklungen treiben die Branche derzeit voran.
Multitasking und Komplettbearbeitung
Der Trend zur Komplettbearbeitung in einer Aufspannung setzt sich fort. Moderne Dreh-Fräszentren mit B-Achse, Y-Achse, Gegenspindel und unterer Revolverstation vereinen Drehen, Fräsen, Bohren, Verzahnen und Schleifen in einer Maschine. Das Ergebnis: weniger Aufspannungen, kürzere Durchlaufzeiten und höhere Teilegenauigkeit.
Automatisierung und autonome Fertigung
Stangenlader, Portallader und Roboter ermöglichen einen mannlosen Betrieb rund um die Uhr. Kombiniert mit automatischem Werkzeugwechsel, integrierter Messtechnik und adaptiver Prozessregelung nähern sich moderne CNC-Drehzellen dem Konzept der autonomen Fertigung. Besonders für kleine und mittelständische Unternehmen eröffnet dies neue Möglichkeiten, dem Fachkräftemangel zu begegnen.
KI und datengetriebene Prozessoptimierung
Künstliche Intelligenz und Machine Learning halten Einzug in die Drehtechnik. Sensorgestützte Werkzeugüberwachung erkennt Verschleiß und Bruch in Echtzeit, adaptive Schnittdatenregelung optimiert Vorschub und Schnittgeschwindigkeit während der Bearbeitung, und Predictive Maintenance prognostiziert Wartungsbedarf, bevor es zu ungeplanten Stillständen kommt. Maschinensteuerungen mit integrierten KI-Modulen – wie sie etwa von Siemens, Fanuc und Mazak angeboten werden – automatisieren zunehmend auch die Programmierung und Einrichtung.
Nachhaltigkeit und Ressourceneffizienz
Energieeffiziente Antriebe, die verstärkte Nutzung der Minimalmengenschmierung und Trockenbearbeitung, optimierte Spanabfuhr und Recycling sowie die Verlängerung der Werkzeugstandzeiten durch bessere Beschichtungen und KI-gestützte Schnittdatenoptimierung tragen zu einer nachhaltigeren Drehfertigung bei. Die Bilanz des Kühlschmierstoff-Verbrauchs rückt zunehmend in den Fokus regulatorischer Anforderungen und unternehmerischer Nachhaltigkeitsziele.
Fazit: CNC-Drehen als Kerntechnologie der Fertigung
CNC-Drehen ist und bleibt eine der tragenden Säulen der industriellen Fertigung. Die Kombination aus hoher Produktivität, exzellenter Maßhaltigkeit und vielfältigen Automationsmöglichkeiten macht das Verfahren unverzichtbar – von der Einzelfertigung hochkomplexer Medizinimplantate bis zur Massenfertigung von Automobil-Drehteilen. Die Grenzen zwischen Drehen, Fräsen und Schleifen verschwimmen zunehmend: Multitasking-Maschinen vereinen immer mehr Verfahren in einer Aufspannung und ermöglichen die Komplettbearbeitung in einem Arbeitsgang. Wer als Techniker, Einkäufer oder Ingenieur CNC-Drehteile beschafft oder spezifiziert, profitiert von einem fundierten Verständnis der Maschinentypen, Schneidstoffe und Prozessparameter. Die Zukunft des CNC-Drehens liegt in der intelligenten Vernetzung von Maschine, Werkzeug und Prozessdaten – getrieben durch Automatisierung, KI und den konsequenten Weg zur autonomen Fertigung.